
额定动作温度(Tf):
温度保险丝按标准规定方法测试,改变其导电状态的温度。按基于IEC6091的安全标准规定,温度保险丝必须在额定动作温度+0/-10℃范围内动作(日本电气用品管理法规定公差范围为±7℃范围内动作)。
实测动作温度:
温度保险丝在硅油池内以每分钟0.5-1℃速率升温,检测电流小于10mA条件下所测得的熔断温度。它是温度保险丝的实际动作温度。
保持温度(Th):
温度保险丝在通过额定电流时,能保持168小时而不会改变其导电状态的最高温度。
极限温度(Tm):
温度保险丝能承受10分钟而不曾发生重新接通现象的最高温度。
额定电流(Ir):
温度保险丝能承载的最大电流。
额定电压(Ur):
温度保险丝最高工作电压。
产品冷电阻:A型电阻值小于15 mΩ;P型电阻值小于15 mΩ;SF型电阻值小于2 mΩ。测试方法是:产品两端10mm位置处的内电阻
2)动作温度准确性测试方法
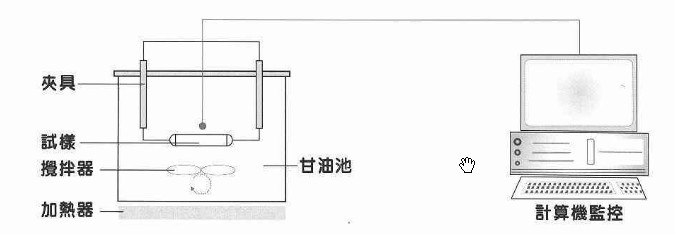
1、 温度计THERMOMETER
2、 硅油池SILICON OIL BATH
3、 搅拌器STIRRER
4、 试样SAMPLE
5、 夹具FIXTURE
6、 发光二极管LED
7、 限流电阻RESISTOR
8、 加热器HEATER
二、 测试方法:
将试样两引脚分别连接在测试设备的夹具上,通上10毫安左右的检测电流(最大不超过100毫安),用一发光二极管指示检测电流的通断。将硅油池温度先稳 定在TF-10℃(硅油池应带有搅拌器以保证温度均匀,加热升温速率可控制),然后将试样放入硅油池内,温度计探头应尽靠近试样,控制硅油池温度以每分钟 0.5-1℃的速率升温,当发光二极管熄灭时,记下温度计读数,既试样的动作温度。
(如果没有油池测试设备,也可在带鼓风装置的恒温箱内测试,可放入一个容器,在容器内放入硅油,但必须注意将温度计探头紧贴试样,才能得到 准确的结果。)
3)合金型温度保险丝使用说明:从外型来分 :A型(方型);P型(陶瓷直线型)
在你设计应用或安装ANDU温度保险丝之前请阅读本说明。本说明的目的是为了降低由于应用中不正确的设计、安装方法及危害的工作环境而导致引起的温度保险丝不正常的危险。
● 每一温度保险丝都有其额定的电气及温度参数,应用中应使其工作在规定的额定参数范围内。这些参数包括TF(额定动作温度),TH 或称TC (保持温度),TM (极限温度)及额定电流、电压,详请参见《ANDU温度保险丝技术参数表》上每一型号的参数。
● 安装设计时应注意温度保险丝的长期连续工作环境温度不要超过它们的保持温度。
● 温度保险丝是一不可复位的装置,为安全起见,在更换温度保险丝时请选用同一型号的温度保险丝,安装在同一位置上。
● 在设计应用产品时注意让温度保险丝只感受要求的热源。例如:在使用于加热器的状况中,温度保险丝不能直接与电热丝连接,必须通过一不发热的导线与热丝隔 离,以使电热丝的热不至于通过引脚传入温度保险丝导致加速它的动作;再如在应用于变压器或电机的例子,温度应控制于其线圈内部,因此温度保险丝须与线圈有 良好的热传导。
● 应用产品必须经过测试以确定当出现任何异常状况时都不会使温度保险丝周围温度超过其限温度(TM ),这种状况可能出现在一种称为“余热过冲”的状况下。例如:一个热风机在进风口或出风口堵塞时引起温度升高到TF ,这时温度保险丝断开电路,但是,一个不正确的设计可能会引起装置提前开路和过度的余热过冲可能会损伤保险丝,应用产品须经测试以确定在正常的温度波动状 态(如控温器的动作与复位引起的加热器温度波动)下,温度保险丝周围温度在控温器的通断循环中不会达到TM
● 在设计时建议用一个内装有热电偶温度保险丝的模型来选择确定适当的额定温度规格及安装位置。
● 不要将温度保险丝安装于剧烈震动的场合。
● 温度保险丝可使用锡焊、点焊、绞接的方式连接。
● 当弯曲引脚时,须用工具操作以确保引脚弯曲有足够弧度,引脚不可在距根部3mm内弯曲,在弯曲时工具不可夹着外壳及封口树脂
● 引脚在安装时不可被损伤、打缺口、锐利角度弯曲、烧灼。
● 封口树脂及外壳不可被损伤、烧灼或过热。
● 不可扭转温度保险丝(例如:引脚相对壳体旋转)。
● 避免施加一个带角度的力于引脚上(如:相对外壳体成一角度推或拉引脚),这样会伤及封口树脂。
● 固定温度保险丝时不要施加过大的压力于壳体、封口树脂或引脚上(如拉引保险丝、夹持过度或捆扎过紧),这样会引起损坏保险丝或引起应力集中在引脚上。
● 连接引线应留有足够剩余长度及足够柔软,温度保险丝及绞结点应予固定,以避免在正常使用状况下的震动引起绞接点松动。
● 施加在引脚上轴向力(拉力或推力)绝不可超过规定的试验“拉力”或“推力”,对ANDU“A”系列保险丝,最大试验拉力为1磅,最大试验推力为0.4磅(在室温下),必须先做样品试验以确定在生产工序中不会产生超过最大试验“拉力”及“推力”在引脚上。
● 当设计应用产品时,必须考虑那些与引脚、壳体接触的元件材料的收缩、膨胀及其它移动引起的应力,应使用柔软、可弯曲的或冷、低电阻的引线来与温度保险丝连接。
● 接点电阻必须控制以确保使电阻最低,不适当的连接会导致保险丝提前动作,接点必须抽样检验以确保连接处有合适的机械连接强度,不适当的连接点会导致接点电阻增大进而在接点产生高温,引起损伤封口树脂及其它部件,这可能使装置产生短路或其它故障。
● 当使用焊锡可点焊时,须注意避免焊接过热损伤温度保险丝。表一为最长焊接时间指南(单脚,脚长10mm,在300摄氏度状况下)
| 额定动作温度TF |
焊接时间(秒) |
|
102—115℃ |
1 |
|
125—139℃ |
2 |
|
150℃ |
3 |
因为温度保险丝内部感温元件为一段低熔点合金丝,连接在两引脚上,不恰当的焊接作业(焊接温度过高,焊接时间太长,引脚过短等)会使热量通 过引脚传入温度保险丝内部,使感温元件过热受损(熔断,或末端受热冲击变细,从而变脆弱,与引脚连接可靠性降低,当使用中电流通过或其它原因,受损部位就 可能产生早断现象。
避免焊接过热损伤温度保险丝方法:
尽可能利用长一些的引脚,长一些的引脚允许较长的焊接时间及减少过热的可能性。在引脚较短的情况下,在焊接时要用尖嘴钳或其它工具夹在
引脚上焊点和保险丝体之间位置上以散热,避免焊接量传入温度保险丝内部。同时焊接温度应控制不要过高,焊接时间尽可能短。
● 当焊锡或点焊时,引脚必须被适当地固定住,不然引脚或封口树脂可能会被损伤,当封口树脂处于热的时候,拉或扭转引脚可能会使它与保险丝脱开,引起机械失 效。因此,在封口树脂冷却前不要移动保险丝,至少间隔30秒方可再次焊接、包扎、固定或移动温度保险丝,冷却时间取决于焊接温度、焊接(或点焊)时间,引 脚步长度等,建议先作试验来确定最佳焊接(点焊)时间,温度及何种降温工具。
● 点焊时电流不可流过感温合金。
● 机械连接不能单靠钎焊一种。
● 进货须做检验,看是否在运输过程中产生损坏,建议在安装后再次检验,建议在安装前后进行导电测量或X射线检验。
● 原型试样或生产初期抽样及实验装配试验品必须做试验,在正常工作及异常状态下测量产品里的温度保险丝及关健部位的温度,在试验后须检查温度保险丝产品。
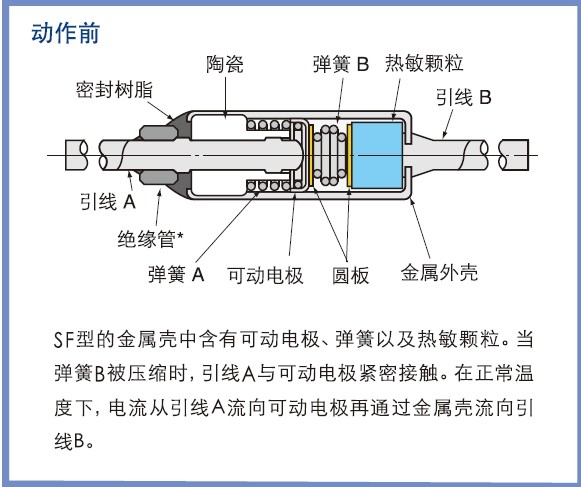
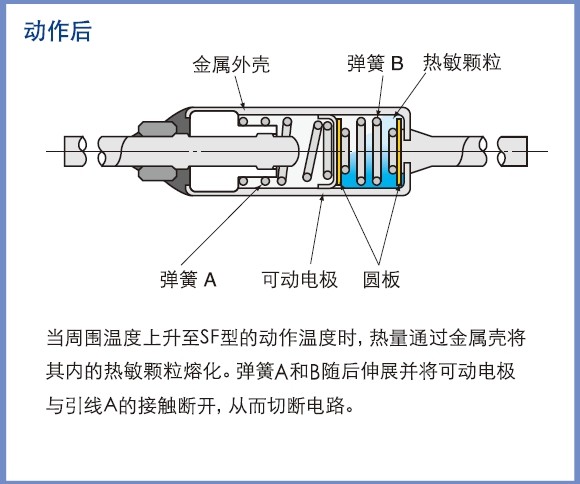
4)有机物型产品SF使用说明
在你设计应用或安装有机物感温型温度保险丝之前请阅读本说明。本说明的目的是为了降低由于应用中不正确的设计、安装方法及危害的工作环境而导致引起的温度保险丝工作不正常的危险。
有机物感温型温度保险丝的结构如下图所示:
SF温度保险丝在安装使用时应注意以下几点:
- 每一温度保险丝都有其额定的电气及温度参数,应用中应使其工作在规定的额定参数范围内。这些参数包括Tf(额定动作温度),Th或称Tc(保持温度),Tm(极限温度)及额定电流、电压,详情参见《ANDU 温度保险丝规格参数表》上每一型号的参数。
- 安装设计时应注意使温度保险丝的长期连续工作环境温度不要超过它们的保持温度
- 温度保险丝本体的温度会因通电而引起自己发热从而比环境温度高。根据安装方法和状态,上升温度可能会更高,在设计时建议用一个内装有热电偶温度保险丝的模型来选择确定适当的额定温度规格及安装位置。
- 温度保险丝是一不可复位的装置,为安全起见,在更换温度保险丝时请选用同一型号的温度保险丝,安装在同一位置上。
●在设计应用产品时注意让温度保险丝只感受要求的热源,例如:在使用于加热器的状况中,温度保险丝不能直接与电热丝连接,必须通过一不发热的导线与 电热丝隔离,以使电热丝的热不至于通过引脚传入温度保险丝导致加速它的动作。由于安装部位和热容量的不同,温度熔断器应安装在机器容易故障,异常发热最敏 感的位置。由于有机物感温型温度保险丝热容量较大,要加大温度保险丝对温度的敏感性,需要使温度保险丝与热源较大面积接触,如用于线圈绕组上时,若有可能 应将温度保险丝埋入线圈绕组里,加快热传导提高温度保险丝的敏感度。
●当设计应用产品时,必须考虑那些与引脚、壳体接触的元件材料的收缩、膨胀及其它移动引起的应力,应使用柔软、可弯曲的或冷、低电阻的引线来与温度保险丝连接。
- 不要将温度保险丝安装于有剧烈震动的场合。
- 应 用产品必须经过测试以确定当出现任何异常状况时,都不会使温度保险丝周围温度超过其极限温度(Tm),这种状况可能出现在一种称为“余热过冲”的状况下。 例如:一个热风机在进风口或出风口堵塞时引起温度升高到Tf,这时温度保险丝断开电路,但是,一个不正确的设计可能会引起装置提前开路和过度的余热过冲可 能会损伤保险丝,应用产品须经过测试以确定在正常的温度波动状态(如控温器的动作与复位引起的加热器温度波动)下,温度保险丝周围温度在控温器的通断循环 中不会达到Tm。
- 接点电阻必须控制以确保使电阻最低,不适当的连接会导致保险丝提前动作,接点必须抽样检验以确保连接处有合适的机械强度,不适当的连接点会导致接点电阻增大进而在接点产生高温,引起损伤封口树脂及其它部件,这可能使装置产生非正常开路或其它故障。
- 连接方法
1压接
引出线和各种形状的压接端子直接压接,或者把引出线和辅助连接线压接端子压接,此二种方法都可以,但是压接部位不能有松动,要完全压 紧,以免因为压接松动而引起接触电阻增大发热。压接端子以铜制为宜,特别是用于大电流。建议尽可能用压接的方式与线路连接,以减少焊或浸锡时高温对温保可 能造成的伤害,压接时压接部位应距温保本体10mm以上。压接时尽可能避免大震动加在保险丝上,以避免由此可能产生对温度保险丝的伤害。
2 若温保要用焊锡或浸锡方式与线路连接时,焊锡或浸锡处最好距温保本体10mm以上,在300℃状况下焊锡或浸锡时间应控制在1~2秒内为宜,若使用低于 113℃的保险丝尽可能不要采用焊锡或浸锡方式。无论是烙铁焊、电焊还是浸锡,都应尽量在短时间内完成,并且要一边焊接一边散热,防止由于受热而发生早 断、开路。
3用螺丝或铆钉固定温保时,一是固定点应距温保本体10mm以上,另一点应注意在锁螺丝或铆铆钉时不要拉扯引脚,以防拉力过大将引脚拉伤或从温保上拉裂而影响到温保的正常使用。
-
施加在引脚上的轴向力(拉力或推力),不可超过国际标准IEC60691规定的试验“拉力”或“推力”,对SF系列保险丝,最大试验拉力为 20N,最大试验推力为5 N,必须先做样品试验以确定在生产工序中不会产生超过最大试验“拉力”及“推力”在引脚上。固定温度保险丝时不要施加过大的压力于壳体、封口树脂或引脚上 (如拉引保险丝,夹持过度或捆扎过紧),这样会引起损坏保险丝或引起应力集中在引脚上。
环氧树脂封装端的引出线若需折弯使用,请在距离环氧树脂部位8mm以外进行,以免损坏绝缘子,另一端的引出线的折弯,在距离外壳5mm以外进行。折弯时,请一边固定引出线(环氧树脂部位不施加力)一边折弯。 - 不可扭转温度保险丝(例如:引脚相对壳体旋转)。
- 引脚在安装时不可被损伤、打缺口、锐利角度弯曲、烧灼。
- 封口树脂及外壳不可被损伤、烧灼或过热。
- 进货须做检验,看是否在运输过程中产生损坏,建议在安装后再次做检验,建议在安装前后进行导电测量(即距产品本体10mm处测量产品内阻应在2mΩ以内)或X射线检验。
- 原型试样或生产初期抽样及实验装配试验品必须做试验,在正常工作及异常状态下测量产品里的温度保险丝及关键部位的温度,在试验后须检查温度保险丝及产品。
- 避免在水、有机溶液等液体或结露的条件下使用,另不要在二氧化硫、氢氧化物等腐蚀性气体的环境中使用。
- SF系列温度保险丝的本体与引脚进行镀银处理,所以会因硫化等引起变色。这时,表面的标志将难于识别,焊接压接特性也将恶化。因此在保存时请勿放置在纸箱、皮箱等易产生含硫磺气体的物质附近。要装在纸箱中保存时,应对保险丝进行双重包装不漏气。


